
7 Challenges to a Wider Adoption of Additive Manufacturing in the Industry – Part 2
Blog: Apriso Blog
Previously, we discussed three of the biggest challenges manufacturers face in the adoption of Additive Manufacturing for functional parts: getting the right shape, meeting requirements for part qualification and determining the appropriate machine, raw material and process parameters. Let us continue with the remaining four identified challenges.
4. Is it really worth it?
At some point, the decision to produce additively manufactured parts will likely boil down to return on investment (ROI). AM can bring significant economic advantages when:
- The cost of raw materials is high (e.g. titanium). Unused powder can be recycled (up to a point), while classical subtractive manufacturing can machine away up to 90% of the material to produce the final component.
- Lighter parts bring high value. AM makes it easy to produce light parts whose layout has been optimized using topology optimization. Weight considerations are of course especially important in the Aerospace & Defense industry.
- Parts require complex assemblies. A single additively manufactured part can sometimes replace complex multi-part assemblies imposed by traditional manufacturing techniques.
- Custom parts or low volumes are needed. Building custom parts with AM can be done at no extra cost, while traditional manufacturing requires designing molds or numerical control programs.
However, AM is a costly process by itself:
- Machines are still expensive. According to the Senvol database, prices range from $100,000 to more than $1,000,000 for machines that can print metallic parts.
- Raw materials are also expensive, from $110 to $200 per kilogram for steel and aluminum powder and around $600 per kilogram for titanium according to this source.
- Post-processing operations can be expensive and are often time-consuming. The printed part must be separated from the build platform[1] and the support structures must be removed. Extra steps must be taken to meet quality requirements: For example, heat treat to remove internal stress of metallic parts, abrasive finishing (polishing, sandpapering, machining operations) and application of coating.
- Slow fabrication speed limits the ROI one can expect from the usage of an AM machine in large series. It can take hours or even days to print a large part, so traditional techniques can continue to outperform on speed and efficiency. Nesting parts in the build chamber allows printing of many parts in a single build, thereby reducing overall production times. However, this approach raises concerns about traceability and certification in regulated industries[2].
Cost analysis and modeling of AM processes is a hard subject. A Roland Berger study took up the challenge and estimated the cost of additive manufacturing to €3.14 per cm3, a pretty high value. However, Roland Berger expects a large increase of build rates[3] in the future and a decline in powder prices.
5. Are operators being put at risk?
The AM process presents health hazards and manufacturers need to make sure operators are safe from these risks.
Powders are the main concern. They can cause irritation to eyes and skin and should not be inhaled. Metal powders are flammable and potentially explosive, especially aluminum powders. Specific procedures should be enforced when retrieving material from stock, loading powder for a build and removing extra powder after a build.

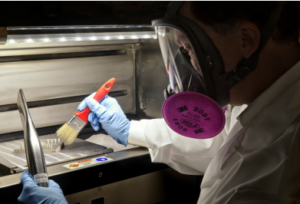
Wet separator being used to prevent the formation of a metal powder cloud during
a build cleanup. Note the use of a respirator to avoid inhaling metal powder. Source: NIST.
Other risks are related for example to the high temperature of the build chamber or the important weight of build trays, which must therefore be handled with care.
This article lists 15 Standard Operating Procedures that have been applied at NIST Metal AM Laboratory to prevent these risks. As with any health hazard, manufacturers should make sure that safety procedures are enforced via proper equipment, training, signs on the shop floor and software control.
6. Tracking Parts to Ensure Regulatory Compliance
Additive Manufacturing presents new opportunities and new challenges in terms of traceability.
On the opportunities side, serial numbers can be directly printed on the part, at no additional cost. This is much simpler, quicker and reliable than for example printing and applying a barcode sticker.

3D printed part (a “Gömböc“) with printed serial number
On the challenges side, remote fabrication for maintenance becomes an important application of AM. For example, on warships or on offshore platforms, instead of waiting days for spare parts to be shipped, they can be printed on site. More generally, goods can be printed locally via a distributed network of AM printers, thereby reducing lead times and transport costs.
However, all these parts still need to be tracked, linking serial numbers with machines, raw materials used, locations and operators. A global traceability solution, enclosing multiple AM and supply chain locations will be needed more than ever.
7. Part size and material limitation
The size of the build chamber inevitably limits the size of producible parts. A workaround is to cut the part into smaller blocks so that they fit the build space. Blocks will then have to be assembled by mechanical joining or welding.
US government, academia, and industry have put resources into overcoming this hurdle. The Big Area Additive Manufacturing (BAAM) machine, built by Cincinati Inc. in collaboration with the Department of Energy’s Oak Ridge National Laboratory (ORNL) and Lockheed Martin was demonstrated to print a roadster.
An increasing variety of materials are now available. For metals alone, aluminum, bronze, copper, nickel, iron, steel, titanium or even silver or gold materials can be used.
However, the range of alloys is still too limited to meet all industry needs. Non weldable metals or difficult-to-weld alloys are generally not suited to AM.
Additive Manufacturing has the potential to revolutionize design, manufacturing processes and supply chain. However, its expansion in the industry is currently hindered by a number of challenges. A tight collaboration between academies, manufacturers, machine vendors, material providers and industrial software solution vendors probably represents the best opportunity to meet these challenges.
If you liked this article, here are others you might also find interesting:
- 7 Challenges to a Wider Adoption of Additive Manufacturing in the Industry – Part 1
- The Coming Revolution in Additive Manufacturing
- 5 Ways 3D Printing Is Changing the Manufacturing Industry
- 5 Manufacturing Practices that will be Outdated within the Decade
[1] For example with a wire-EDM system or a band saw
[2] For example, consider several parts printed with a Selective Laser Sintering machine in a single batch. Because the parts are at different locations of the build tray, the laser will not have exactly the same impact. Parts will not be identical.
[3] HP claims that its future Multi Jet Fusion 3D printer will reduce the build time down to a factor of 10 (comparison made with Selective Laser Sintering and Fused Deposition Modeling printer solutions from $100,000 to $300,000, as of April 2016).
Leave a Comment
You must be logged in to post a comment.